Как правильно согнуть трубу без трубогиба
Содержание:
- Как самостоятельно согнуть трубу
- Пределы радиусов изгиба труб
- Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Сгибание заготовок из пластика
- Простейшие приспособления для холодной гибки
- Важные нюансы
- Почему важен правильный выбор способа сгибания
- Как согнуть квадратную трубу
- Особенности трубогиба
- Методы сгибания трубы под прямым углом
- Трубогибочные станки работающие способом наматывания
- Применение валков
- Труба профильная: что это такое
- Основные ошибки при работе
Как самостоятельно согнуть трубу
В случае возникновения необходимости в сгибе трубы своими руками, можно при расчете воспользоваться универсальной формулой (пять диаметров трубы).
Для примера рассчитаем изгиб для трубы диаметром 1,6 мм:
- Сначала нужно точно представить, какую окружность нужно получить в итоге (для точного сгиба требуется ¼ окружности).
- Далее нужно узнать радиус. Для этого 16 умножается на 5 – получается 80 мм.
- Теперь высчитываются стартовые точки для изгиба. В данном случае нужно воспользоваться формулой C=2π∙R:4. Здесь С – тот отрезок трубы, который будет участвовать в работе. Применяется два π и величина внешнего радиуса трубы.
- На последнем этапе величины замещаются известными показателями: 2∙3,14∙80:4. В итоге получается 125 мм, что равняется продолжительности отрезка, на котором минимально допустимый радиус изгиба будет равняться 80 мм.
Если по приведенным формулам у вас расчеты получить не выходит, их можно провести при помощи программы-калькулятора, которых достаточно в сети Интернет.
Определив нагрузку на круглую трубу и проведя все расчеты, можно начинать работы по гибке, для чего лучше воспользоваться специальным ручным трубогибом, который в значительной степени упростит монтаж. Таких инструментов существует несколько разновидностей. Сегментное устройство позволит проводить работу, ориентируясь на специальные шаблоны, форма которых подбирается под определенное сечение и форму труб. Возможен сгиб трубы до 180˚.
У дорнового трубогиба есть подвижный элемент внутри, который не допускает образования деформаций.
Пределы радиусов изгиба труб
Руководствуясь госстандартами, трубы должны иметь минимальный радиус изгиба (детальнее: «Какой радиус гиба труб можно получить при помощи разных типов трубогибов»). При осуществлении сгибания при помощи нагрева трубы, заполненной песком, внешнее сечение трубы должно быть как минимум 3,5 DN. При изменении формы трубы на трубогибочной установке без использования нагрева – более 4DN.
При прогреве газовой горелкой или в печи, чтобы складки образовывались наполовину, величина должна равняться 2,5 DN. В случае потребности в получении сильного сгиба, например для систем с согнутыми канализационными отводами, которые изготавливаются способом горячей протяжки или штамповкой – более 1 DN.
Труба может иметь и меньшую величину сгиба. Тем не менее, допускать это можно лишь в том случае, если трубы изготавливались при технологии, когда их стенки утончаются на 15 % от всей толщины.
Все расчеты на прочность трубы при изгибе должны осуществляться с максимальной ответственностью.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Сгибание заготовок из пластика
Чтобы изогнуть трубопровод из пластика, вам нужно сделать следующее:
- В ДВП вырезаем шаблон, который поможет придать пластиковой трубе нужную конфигурацию. Шаблон стоит тщательно отшлифовать наждачкой, чтобы не было зазубрин и неровностей.
- Далее из силикона на формовочной машине делается оправа для заготовки из пластика. Она позволит закрепить отрезок трубопровода в шаблоне и защитит его от царапин, сколов и вмятин.
- Помещаем пластиковый элемент в подготовленную оболочку из силикона.
- Затем деталь фиксируется в оправе и помещается в формовочную машину.
- Во время нагревания заготовки пластик будет размягчаться и оседать в оправу. В итоге заготовка приобретёт нужную конфигурацию.
- После этого стоит подождать четверть часа, пока пластик немного затвердеет, вынуть трубу из оправы и дать ей окончательно остыть.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Важные нюансы
Следует отметить, что любой процесс изменения первоначальной формы труб всегда в той или иной степени оказывает воздействие на их рабочие и технические характеристики. Поэтому до того, как браться за подобную работу, при отсутствии должного опыта желательно поэкспериментировать на изношенных и старых трубах, непригодных для дальнейшего использования. Это позволит обрести некоторый полезный навык и практическое умение в данном деле, чтобы избежать ошибок в последующей работе.
Почему важен правильный выбор способа сгибания
На фото последствия изгиба об колено
Неправильная холодная деформация трубы, независимо от того, из какого материала она изготовлена, негативно сказывается на прочности стенок.
В процессе сгибания трубы стенка по внешнему краю сильно растягивается и материал из которого она изготовлена истончается. По внутренней стороне трубы, при неправильном сгибании, стенки сминаются и образуются складки, которые негативно сказываются как на внешнем виде, так и на прочности изделия.
Для того чтобы сгибание трубы было выполнено правильно, стенки не должны сминаться, в то время как растягивание материала по внешней стороне должно происходить равномерно.
Как добиться такого результата?
Способы деформации труб без ущерба для их прочности
В таблице показано соответствие диаметра поперечного сечения и радиуса изгиба
Выбор способа сгибания труб зависит от типа производственных материалов. Повсеместно применяется три типа труб: металлические, металлопластиковые и полностью пластмассовые.
Гнуть до необходимой конфигурации можно первые две категории. Если стоит вопрос как согнуть трубу из полипропилена применяем промышленный фен со специальной насадкой.
Так можно гнуть пластиковую деталь с малым диаметром сечения
Установив деталь на насадку можно разогреть пластик до температуры близкой к температуре плавления, после чего можно аккуратно сгибать. Впрочем, для работы с пластиком рекомендую применять угловые фитинги с паяным или клеевым соединением.
Как гнуть трубу из металла
Актуальные способы деформации металлоизделий
Рассмотрим подробнее каждый из перечисленных на схеме способов
Инструмент арбалетного типа с гидравлическим приводом
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с профильными модификациями.
Моторизированный станок для работы с профильной трубой
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Простейший ручной трубогиб ТР-1
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками.
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Особенности трубогиба
Трубогиб – это станок, который позволяет гнуть алюминиевую трубку достаточно быстро и в разнообразных направлениях. Его можно приобрести в магазине или же изготовить своими руками. Но для начала нужно разобраться в принципе его действия и выяснить, какие виды трубогибов существуют сегодня.
Разнообразие профилей, которые способен изгибать трубогиб, ограничивается видом валика, который входит в его конструкцию. Кроме того, данный станок позволяет загибать изделие на определенный, заранее подготовленный угол.
Виды трубогиба:
- Гидравлический (с широким спектром действия). Способен изгибать элементы из любого материала под любым необходимым углом.
- Ручной (более распространенный тип). Подходит для сгибания изделий из пластика и цветных металлов.
- С наличием электрического привода (увеличивает качество определенного радиуса сгиба для труб с разнообразным сечением).
При работе с трубогибом следует соблюдать правила техники безопасности
Значительный минус трубогиба – его высокая стоимость. Особенно это касается модели с электроприводом.
Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
С помощью колышков. При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно
Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
Методом нагревания
Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться(про
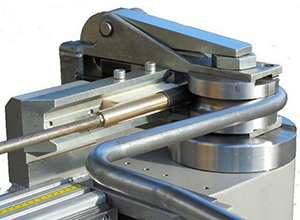
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
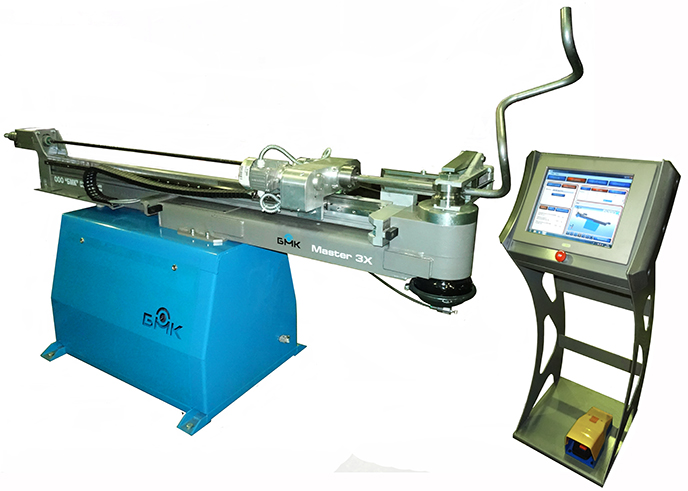 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
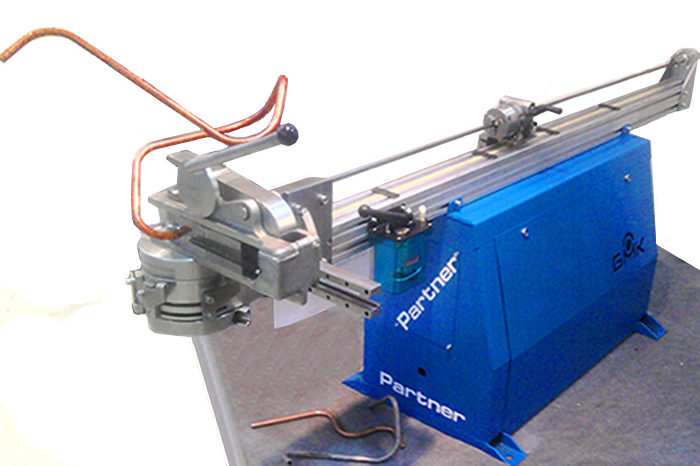
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Применение валков
Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.
Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.
Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
Основные ошибки при работе
Самая главная ошибка, допускаемая при попытке согнуть алюминиевые профили, – это неправильное определение сплава. Если он твердый и прочный, то без нагрева трубу не согнуть. Если получиться сделать изгиб, то качество будет низким. Велика вероятность, что на месте сгиба появятся трещины.
Вторая ошибка – неправильно выбранный радиус сгибания. Как было сказано выше, этот параметр выбирается с учетом диаметра профиля. И чем этот размер больше, тем больше должен быть радиус. К примеру, нельзя согнуть трубопрокат из алюминия диаметром 50 мм в изделие с радиусом изгиба в 100 мм, чтобы поверхность не покрылась сетью трещин. Не поможет даже нагрев.
Нагрев трубы надо проводить правильно. И это третья ошибка. Для этого используют газовую горелку или обычную паяльную лампу. Чтобы проверить, до необходимого состояния нагрет алюминий или нет, необходимо к разогретому участку поднести бумагу. Если она задымилась, значит, температура достаточна, чтобы начать процесс сгибания.
Не все вышеописанные методы позволяют добиться высокой точности конфигурации изгибаемого профиля. К примеру, если требуется согнуть отрезок небольшого диаметра, то лучше это проводить на конце трубы, а не посередине.
Чтобы добиться наименьшего участка с гофрированной частью, лучше сгибать изделие холодным методом с последующим вытягиванием.
Если необходима высокая прочность стенок профиля, лучше использовать метод гидравлического формирования изгиба. Он заключается в том, что внутрь заливают воду или масло под давлением.
Согнуть алюминиевую трубу можно разными методами, даже не имея специализированного оборудования. Главное – выбрать способ с учетом параметров профиля и соблюдать требования к радиусу искривления.
Изгиб трубы в ручную без трубогиба в видео.