Как научиться электросварке самостоятельно в домашних условиях: сварка для начинающих
Содержание:
- Как варятся стыковые швы
- Как правильно сваривать металл?
- Подготовка к практическим занятиям ↑
- Как научиться?
- Сварка без электродов
- Фиксация
- Ошибки при использовании электродов
- Сварка металла
- Технология дуговой сварки
- Азы электросварки
- Особенности вертикальной сварки
- Виды сварки
- Необходимые инструменты
- Как варить вертикальный шов
- Работа с поворотными и неповоротными стыками
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
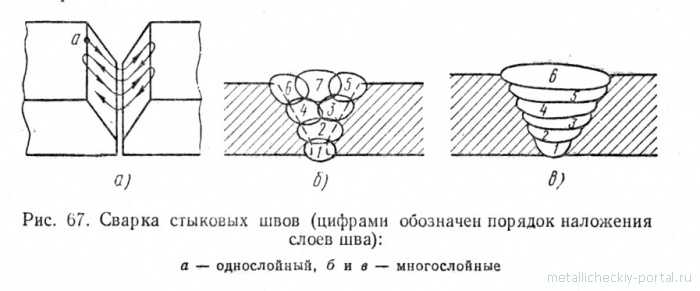
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Сварка металла
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом
Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка. Если научиться контролировать длину дуги, появится возможность получить оптимальный результат
Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла. Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет). Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной. Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону
При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов
Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
В верхней зоне, как правило, металл плавится быстрее
При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Виды сварки
Благодаря открытиям наших предков, сейчас мы можем встретить более 10 видов сварочных соединений, различные по отношению друг к другу, но все равно незаменимые в своих предназначениях.
Несмотря на большой выбор, основными выделяют только некоторые виды сварочных работ.
- Ручная дуговая
- Полуавтоматическая
- Автоматическая
- Газовая
Ручная дуговая сварка — самый распространенный способ. Не потому, что он самый лучший или легкий вид, а потому что его просто эксплуатировать. К примеру, при сварке в домашних условиях будет гораздо проще использовать именно этот вид, нежели брать газ или полуавтомат. Конечно, если сварщик знает, как правильно делать сварку, то он может использовать и другие виды, но это будет неудобно и затратно.
Полуавтоматическое соединение сильно отличается от предыдущей. Если при ручной дуговой мы используем электроды разных марок, то при полуавтоматической — катушки проволоки. Это далеко не последнее различие между видами сварки. Так, на полуавтомате чаще всего устанавливается баллон с углекислым газом. Он нужен для того, чтобы сварочный шов не портился из-за воздействия окружающей среды.
Третий вид используется редко. Он подходит для крупного производства. К примеру, это могут быть различные заводы и предприятия. Такая сварка управляется автоматически и настраивается дистанционно на компьютере. Обычно ею варят огромные площади непрерывного вертикального шва.
А вот газ используют так же часто, как и ручную сварку с полуавтоматом. Любой металл, который имеет температуру плавления ниже, чем железо, зачастую будет свариваться именно газом. В таком виде сваривания деталей используют аргон, ацетилен и реже пропан. Те люди, которые знают, как варить сваркой, очень ценятся на рынке труда.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.